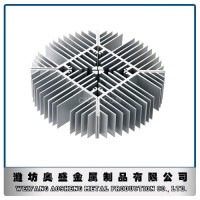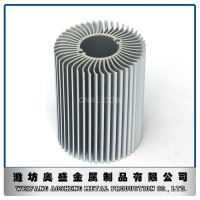
工業鋁型材表面經過深加工後,外觀是非常漂亮的,且耐髒,一旦塗上油污是非常容易清洗的,而且安裝、拆卸更加方便。
工業鋁型材深加工的制作步驟:
1、下料:切料,又稱“斷料”,是工業鋁型材深加工制作的關鍵的道工序。下料主要使用合金鋸片切割設備,材料長度應根據設計要求並參考門窗施工大樣圖來確定,要求切割準確;否則,門窗的方正難以保證,斷料尺寸誤差值應控制在0.5mm範圍內。一般來說,推拉門窗斷料宜採用直角切割;平開門窗斷料宜採用45°角切割;其它類型應根據拼裝方式來選用切割方式。
2、打孔。工業鋁型材深加工窗的框扇組裝一般採用螺絲連接,因此不論是橫豎杆件的組裝,還是配件的固定,均需要在相應的位置鑽孔。型材鑽孔,可以用小型臺鑽或螺旋式電鑽,前者由於有工作臺,所以能有效保證鑽孔位置的度;而後者是因爲操作方便。鑽孔前應根據組裝要求在型材上彈線定位,要求鑽孔位置準確,孔徑合適,不可在型材表面反復更改鑽孔,因爲孔一旦形成,則難以修復。
3、拼裝。將型材根據施工大樣圖要求通過連接件用螺絲連接組裝。工業鋁型材深加工窗的組裝方式有45°角對接、直角對接和垂直對接三種。橫豎杆的連接,一般採用專用的連接件或鋁角,再用螺釘、螺栓或鋁拉