

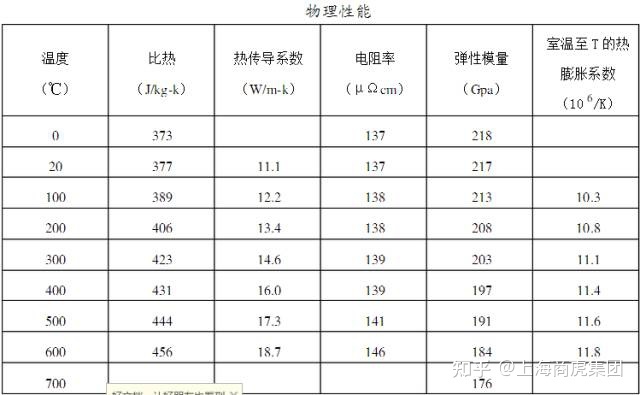
Hastelloy C-276合金(哈氏C-276合金)哈氏B-2合金的物理性能如下表所示。密度:9.2g/cm3, 熔點:1330~1380℃,磁導率:(℃,RT)≤1.001
三、化學成分

四、機械性能
哈氏B-2合金的一般機械性能如下列兩表所示 室溫下的小力學性能值(參考DIN/ASTM標準)

高溫下的小力學性能值:圖

五、造與熱處理
1:加熱 對於哈氏B-2合金來說,在加熱前和加熱過程中表面保持清潔並遠離污染物是十分重要的。如果哈氏B-2合金在含有硫、磷、鉛或其他低熔點金屬污染物的環境下加熱,則會變脆,這些污染物的來源主要包括標記筆痕跡、溫度指示漆、油脂和液體、煙氣。此煙氣必須含硫低;例如:天然氣和液化石油氣含硫量不超過0.1%,城市空氣含硫量不超過0.25g/m3,燃料油的含硫量不超過0.5%即爲合格。 對加熱爐的氣體環境要求是中性環境或輕還原性環境,並且不可以在氧化性和還原性之間波動。爐中的火焰不可以直接衝擊哈氏B-2合金。同時要以快的加熱速度把材料加熱到要求達到的溫度,即要求首先要把加熱爐的溫度上升到要求溫度,再把材料放入爐中加熱。
2:熱加工 哈氏B-2合金可以在900~1160℃範圍內進行熱加工,加工過後應該以水淬火。爲了確保有好的耐蝕性能,熱加工過後應該退火。
3:冷加工 冷加工的哈氏B-2合金必須經過固溶處理,由於其具有比奧氏體不鏽鋼高得多的加工硬化率,所以成形設備要細心考慮。如果執行了冷成形工藝,那麼有必要進行級間退火。 冷加工變形量超過15%時,使用前要固溶處理。
4:熱處理 固溶熱處理溫度要控制在1060~1080℃之間,之後進行水冷淬火或材料厚度在1.5mm以上時可以快速空冷以獲得好的耐蝕性能。在任何加熱操作過程中,材料的表面清潔均要有預先的防範。哈氏合金材料或設備部件在進行熱處理時要注意以下一些問題:爲了防止設備部件熱處理變形,應採用不鏽鋼加強環;對裝爐溫度、加熱和冷卻時間應嚴格控制;裝爐前,對熱處理件進行預處理,防止產生熱裂紋;熱處理後,對熱處理件PT;在熱處理過程中如產生熱裂紋,經過打磨消除後需補焊者,要採用專門的補焊工藝。
5:除垢 哈氏B-2合金表面的氧化物和焊縫附近的污點都要以精細的砂輪等打磨幹淨。 由於哈氏B-2合金對氧化性介質比較敏感,因此酸洗過程中會產生較多的含氮元素的氣體。
6:機加工 哈氏B-2合金要以退火狀態進行機加工,對它的加工硬化要有清醒的認識,例如:相對於標準奧氏體不鏽鋼要採用較慢的表面切削速度,對於表面的硬化層要採用較大的進刀量,並使刀具處於連續的工作狀態。
7:焊接 哈氏B-2合金焊縫金屬及熱影響區由於易析出β相而導致貧Mo,從而易於產生晶間腐蝕,因此,哈氏B-2合金的焊接工藝應謹慎制定,嚴格控制。一般焊接工藝如下:焊材選用ERNi-Mo7;焊接方法GTAW;控制層間溫度不大於120℃;焊絲直徑φ2.4、φ3.2;焊接電流90~150A。同時,施焊前,焊絲、被焊接件坡口及相鄰部位應進行去污脫脂處理。 哈氏B-2合金熱傳導系數比鋼小得多,如選用單V型坡口,則坡口角度要在70°左右,採用較低的熱輸入量。 通過焊後熱處理可以消除殘餘應力並改善抗應力腐蝕斷裂性能。






