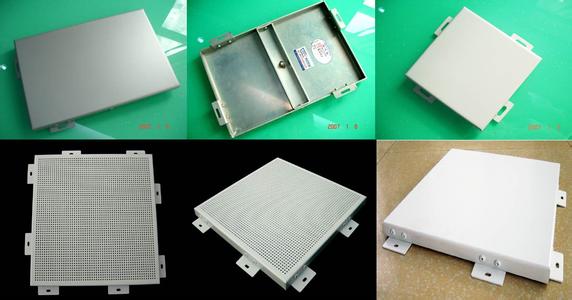
氟碳鋁單板廠家現在可以說是幕牆裝飾材料的行業標杆,一個裏程碑,在短短幾年間成了廠家經銷商的主推,主打幕牆產品。其材料規格,顏色,造型,工藝的多樣型是其他幕牆材料不可相媲美。使用性價比高,拆卸簡單,小單元相對獨立,維修方便,可與玻璃幕牆搭配使用,其裝飾的效果能呈現多線,多面,多角度,立體視角強等裝飾效果。
鋁單板制作工藝:
一、開料、下料
1.對加工圖紙認真分析了解所要加工圖形的形狀與尺寸,採用較節省的方式開出料單。
2.按下料單對照板編號放樣,劃線要準確、清楚,特殊工序用記號筆在加工位置標明,保證鋁單板此工序加工的精準度。
二、鋁單板剪板
1.一般情況鋁板在剪板前的面積都比較大,因此在剪板過程中一定要保護鋁板額平整度,現規定:長度大於2m的鋁板在卸貨過程中應特別小心,建議將鋁板豎起後至少有三名操作員搬運。剪板過程中至少要三名操作搬運操作。
2.要嚴格按照下料單中的尺寸剪板,鋁單板必須確保下料板尺寸偏差保證在規定範圍內。
3.剪板過程中要保護鋁板特別是加工正面不受損害,因此剪板機前得物架上要有橡皮墊或其他的保護設備。
4.剪板操作員在剪板前必須對每快鋁板的尺寸進行準確測量(包括對角線),以保證落料的正確率,並對每一塊落料編號,用記號筆記錄,字跡要清晰可辨,同時用透明膠帶將編號封住。
5.剪好的料板應有序的放置在倆輛專用的小車上。一塊緊誒另一塊,不留間隙。

三、開角、衝孔
1.按圖紙對下料板開角,開角時採用組合配件調做一個臨時開角模具,保證開角定位準確。
2.按圖紙要求選擇衝孔模具,定位、衝孔應準確,衝孔中相對兩邊的孔位置不宜對齊,應錯開一定距離,以此保證安裝需要。靠近料端的孔距應爲(100-150)mm,其餘內部孔距應保證在(250-300)mm範圍內。
3.鋁單板在開角、衝孔的過程中,要加強對鋁板正面的保護。特別是轉換工序的過程中,要加強對鋁單板正面的保護。
四、折邊
1.鋁單板按圖紙要求選擇折邊模具,在模具上鋪墊棉布或絨布(布不能太厚,會影響加工角度),仿止損害鋁板,然後折彎機折彎。
2.必須保證長度、寬度、對角線尺寸、折邊角度、組角縫隙不得超出規定偏差。

五、焊接
1.爲保證打磨需要,拼接焊接時菱角應適當突出;內角不應有焊瘤、焊渣、焊穿等現象的發生,以免影響產品質量。
2.拼接時由於焊條(鋁條)太長,鋁單板操作員應注意焊接速度及送焊絲速度,防止焊縫上焊絲(鋁條)累積形成焊瘤等其他影響產品質量事情的發生,焊縫應平整、自然。焊接中盡量採用分段焊接,點焊來防止扭曲等變形的發生。

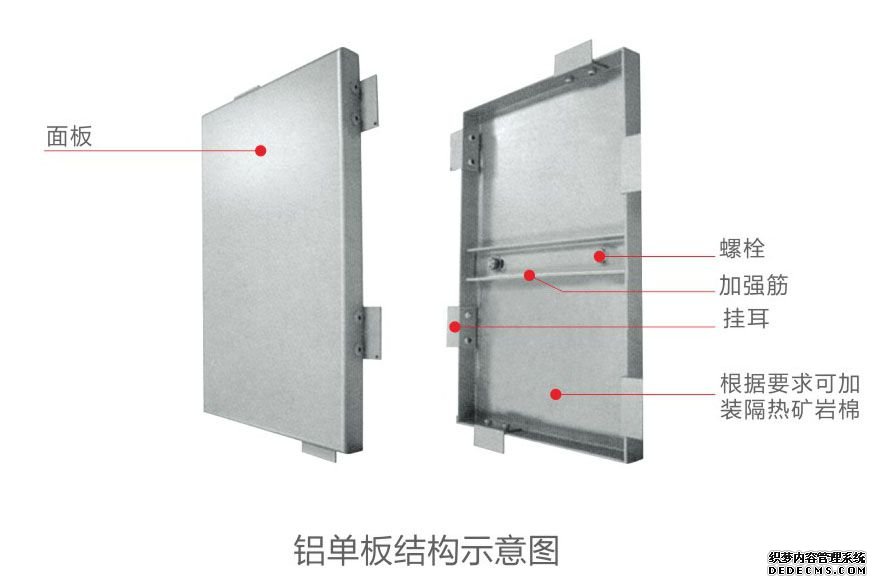
六、加強筋
1.長度超過1m的鋁單板爲保證其平整度須放加強筋,加強筋的長度是:產品的尺寸-15mm後的尺寸。
2.加強筋的衝孔距離:兩端孔至鋁板端邊的距離(25-30)mm,中間距離(250-300)mm。
3.在固定加強筋的時候,緊固件應按平墊,彈墊的順序放置,較後擰緊螺母。以把彈墊適當壓平爲擰緊螺母的標準,不宜太緊。
4.產品輕拿輕放,防止鋁板表面受損。
七、打磨、拋光

1.接焊後的工件必須打磨,以保證工件的表面光潔度,鋁單板打磨目的是板焊接時的焊渣、焊瘤等影響表面質量的廢料去除,工作中盡量不要磨到折邊及其他表面。組角焊接打磨時要求能夠體現明顯菱角。
鋁單板表面氟碳塗層工藝:
一 噴塗設備必須保證有出色的霧化效果,噴塗層的均勻性,塗料微粒的分布。
二 固化工序氟碳油漆三塗層標準需要二次烘幹,鋁板材進入固化爐處理,高溫烘烤標準在180℃-250℃之間,烘烤時間爲15-25分鍾。質量的氟碳塗層具有金屬光澤,顏色鮮明、明顯的立體感。
鋁單板氟碳烤漆表面處理工序;
1.清洗處理
2.絡華處理
3.底漆塗層
4.面漆塗層
5.罩光漆塗層
售後服務
品質保證——具有多年的加工現場經驗的操作人員,嚴格管理,工廠推行“復合質量管理體系”,現場跟蹤抽檢與出廠總檢合格相結合。
工藝超羣——我們建立和完善了鋁天花幕牆行業上萬種產品的工藝實驗參數資料數據庫。先進工藝,國內獨有的超大範圍標記,大幅面,高速度,高精度,不變形。大大的提高了客戶產品競爭力。
快捷服務——交貨及時。專業的技術人員保證設備24小時連班正常運行。充足的設備讓您貨期有保障。高級設備,先進工藝,規範服務,全程跟單,交貨及時,品質保證。