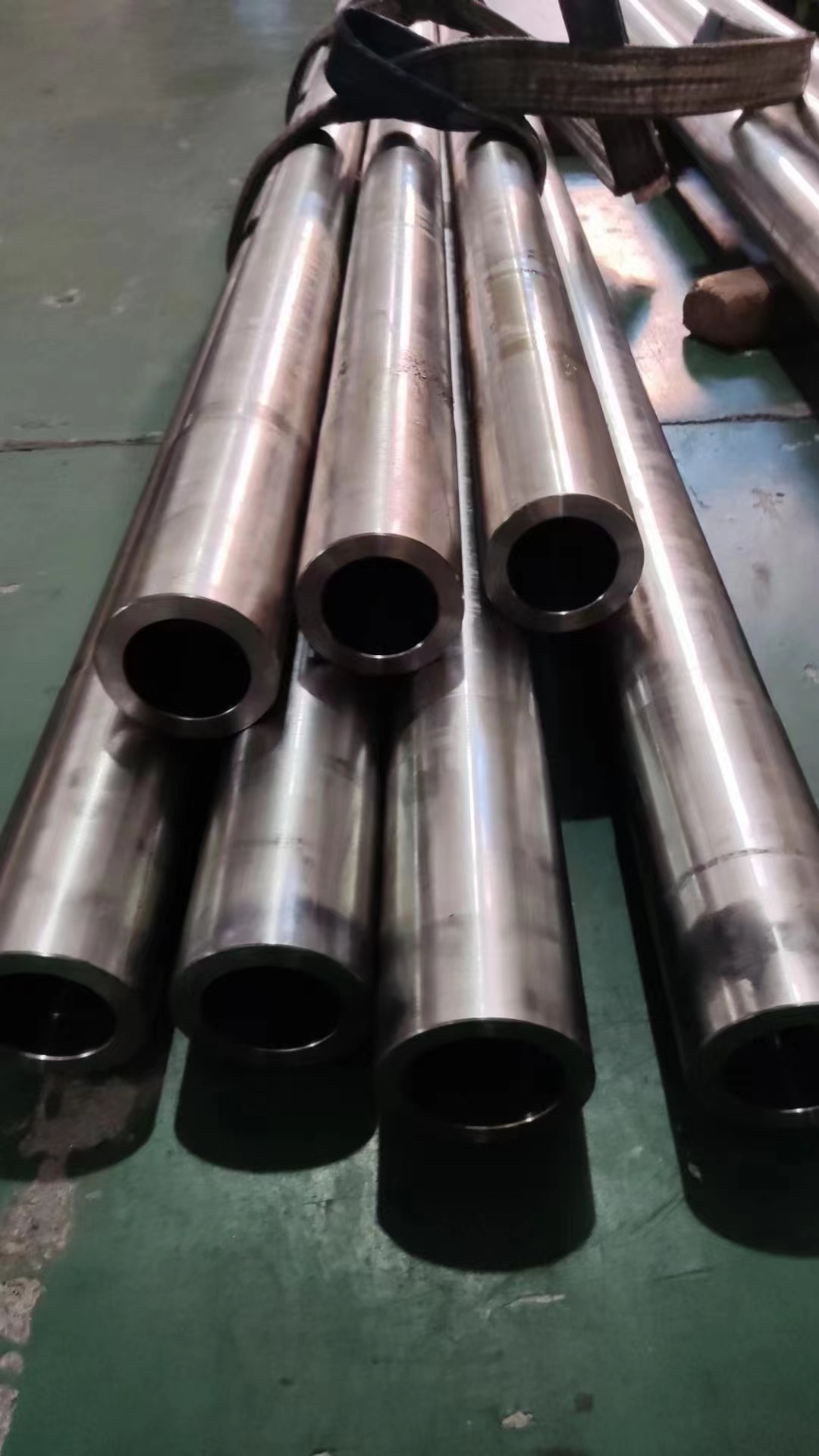
C250馬氏體時效鋼在固溶態時具有奧氏體組織結構,能夠承受冷加工,但是都具有較高的冷加工硬化傾向,因此,冷軋、冷衝壓等多採用道次少、壓下量大加多次中間固溶處理的工藝方法來加工。它的熱加工均不困難,適宜的熱加工溫度爲950-1150℃。
C250不鏽鋼的熱處理較爲復雜,而且要求非常嚴格,只有按所規定的溫度、時間、冷卻速度予以控制,才能得到理想的性能。
C250不鏽鋼的焊接與一般不鏽鋼相同,可採用電弧焊、電阻焊和氣體保護焊,其中氣體保護焊爲最好。