

QBe0.6-2.5鈹銅板 抗粘性耐寒鈹銅棒

鈹銅棒材、鑄鍛素材兼具高強度、高導電性、高導熱性、耐磨性、耐疲勞性、非磁性、非着火性、加工性,在各種領域中被廣泛的使用中。
 鈹銅特徵:
鈹銅特徵:
鈹銅棒材、鑄鍛素材兼具高強度、高導電性、高導熱性、耐磨性、耐疲勞性、非磁性、非着火性、加工性,在各種領域中被廣泛的使用中。
強度通過析出硬化,可以達到銅合金中最高抗拉強度 (超過1350N/mm2) ,最高甚至能夠匹敵鋼材。導電性鈹銅合金的導電率約在20~55%IACS範圍內,在要求高導電的用途中廣爲使用。導熱性鈹銅合金的導熱率約在120~250W/(m·K)範圍內,在要求高效散熱的用途中廣爲使用。耐腐蝕性鈹銅合金具有鋼材般的強度,同時還保留銅合金的耐腐蝕性,此外也不會發生如不鏽鋼的裂縫腐蝕,在要求長期耐腐蝕的用途中廣爲使用化學成分:
| 合金名(NKG) | 化學成分(wt%) | 主要特點 | 形狀 | |
| C17200 | Be | 1.80-2.00 | 高強度 | 板﹒帶 |
| Ni+Co | 0.20min. | 耐疲勞性 | 棒﹒線 | |
| Ni+Co+Fe | 0.6max. | 高導電性 | 鍛造材 | |
| Cu+Be+Ni+Co+Fe | 99.5min. | 耐磨損性 | ||
| 非磁性 | ||||
| C17510 | Be | 0.20-0.60 | 高導電性 | |
| Ni | 1.40-2.20. | 耐疲勞性 | ||
| Cu+Be+Ni | 99.5min. | 高強度 | ||
| C17530 | Be | 0.20-0.40 | 非磁性 | 板﹒帶 |
| Ni+Co | 1.80-2.50 | |||
| Al | 0.6max. | |||
| Cu+Be+Ni+Co+Al | 99.0min. | |||
| 項目 | C17200 | C17530 | ||
| 開始融化溫度 | °C | 865 | 1004 | 1050 |
| 開始凝固溫度 | °C | 980 | 1070 | 1081 |
| 密度 | g/cm3 | 8.26 | 8.75 | 8.71 |
| 比熱 | J/(kg·K) | 419 | 419 | 419 |
| 熱膨脹系數 | /°C | 17.8x10-6 | 17.6x10-6 | 17.6x10-6 |
| 導熱率 | W/(m·K) | 83.7-130 | 167-260 | 148-194 |
| 導電率 | %IACS | 25 | 63·55 | 38 |
| 縱向彈性系數 | kN/mm2 | 127 | 132 | 127 |
| 橫向彈性系數 | kN/mm2 | 49 | 52 | 49 |
| 泊鬆比 | 0.3 | 0.3 | 0.3 | |
| 透磁率 | μ(μ=1+4πk) | 1.000042 | 1.000031 | 1.000027 |
 鈹銅的正確使用方法 (1)衝壓
鈹銅的正確使用方法 (1)衝壓衝壓鈹銅合金時使用的鋼模材料方法可與其他的銅合金衝壓方法一樣。但是潤滑油要仔細挑選,特別是塗油應避免高氯或含高含硫,因爲這種油會造成變色或者影響電鍍和焊接。普通的模具材料可以用於廠內硬化材料,但是數量多,衝壓精度高和提高模具壽命的時候,就要用特硬的合金。
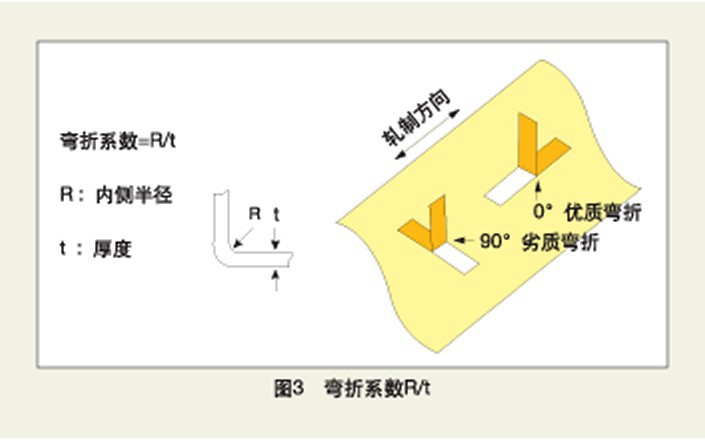
彎曲加工的時候內徑R請參考表1~表3.C17200合金的時效材加工的時候請一定在時效硬化處理前實施。時效硬化後的材料幾乎很難不可能加工,雖然它們可以被衝壓成簡單形狀的產品,但模具使用壽命變短了,由於廠內硬化後合金銅C17200、C17510和C17530經過衝壓就能被使用,所以就不用再做時效硬化處理了。
 (2) 表面處理酸洗
(2) 表面處理酸洗鈹銅在熱處理中,表面常常產生氧化膜。
在進行進一步的電鍍和焊接工序前氧化膜必須被除去,常用的清潔方法如下:
把產品分散放入20%的稀硫酸中加熱至50-90攝氏度,氧化膜幾分鍾內就會被除去,如果時間允許,也可以在室溫下將鈹銅浸入溶液中一個晚上,因爲油脂污染造成的氧化膜不能通過酸洗清除,所以在進行時硬化前要進行脫脂處理。
脫脂鈹銅合金表面任何的油脂都會造成表面污點或影響後序熱處理,電鍍焊接的效果,在衝壓中一旦使用了衝壓油,衝壓後就必須進行脫脂,如果衝壓油中氯或硫含量較高,脫脂方法就要經過仔細估算或者避免使用這類衝壓油。
防鏽苯駢三氮 (C6H4N2-NH) 常用來預防空氣造成的銅合金變色,它在銅合金表面形成二價銅的苯駢三氮唑 (C6H4N3)2Cu,不溶於水和其他溶劑的特性,它對電鍍的預處理過程不產生影響,因爲它在100攝氏度或溫度高時升華,所以對時效硬化處理也沒有影響。


QBe0.6-2.5鈹銅板 抗粘性耐寒鈹銅棒