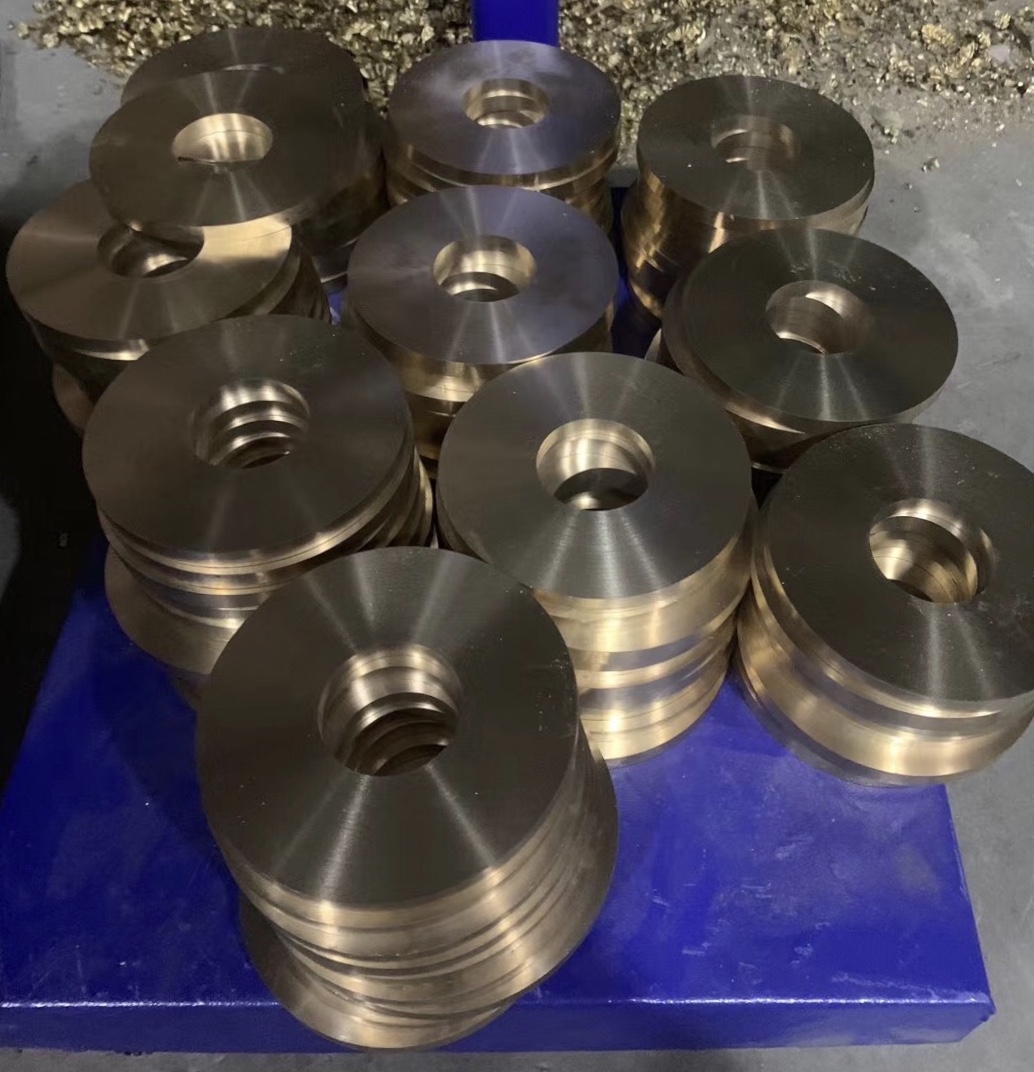
ASTM B150 C61900屬於美標鋁青銅,執行標準:ASTM B150/B150M-2017, 重鑄和壓鑄因爲鑄造性質的區別在毛坯餘量設置上有很大差別。重鑄件毛坯餘量一般設置在 1-2mm 左右。過多的加工餘量會造成材料浪費、加工浪費,過少的加工餘量會造成毛坯局部加工不出、加工面氣孔等缺陷。壓鑄件一般加工餘量設置在單邊 0.5mm 左右,過多的加工餘量非常容易造成加工面氣孔的缺陷。所以通常情況,壓鑄件大的加工孔毛坯都會留有預留孔。這裏需要聲明的是,壓鑄件加工餘量多並不是一定會有氣孔。 鋁鑄件氣孔一直是鑄造批量生產時比較常見的缺陷之一,也是一個控制難點。當產品毛坯價值相對較高,表面氣孔不影響的產品功能但又是關鍵外觀要求時,如果能通過機加工覆蓋氣孔或是降低氣孔的顯現概率和嚴重程度的話,就能大幅度降低產品的報廢率,節約生產成本。ASTM B150 C61900具有很高的強度、硬度和耐磨性,常用來制造齒輪坯料、螺紋等零件。ASTM B150 C61900化學成分如下圖: