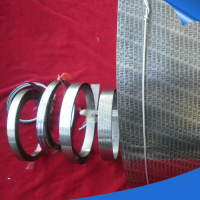

在熱雙金屬元件制造過程,除了必須保證熱雙金屬元件功能的一致性和穩定性以外,在其制造和裝配過程中應嚴格按照工藝規程進行質量控制。
首先是焊接的控制,微型斷路器的熱雙金屬元件大都採用懸臂樑結構,焊接位置和焊疤大小將直接影響元件的有效長度L和發熱程度。
爲此,熱雙金屬元件在和支架焊接時一定要採用專用的定位夾具,嚴格控制點焊機的焊接電流、時間、壓力,電極材料、形狀等參數。
其次,組合部件經過焊接和裝配加工後,導致熱雙金屬元件又產生了新的熱應力和機械應力,勢必會影響元件的穩定性,可以通過時效處理的方法,將雙金屬片放在高低溫循環的環境中反復4~5個周期以消除應力。
熱雙金屬元件經過一系列的加工裝配後,爲了避免出現新的機械應力,
必須要進行元件的工作端零位調整。要求在調整過程中不直接施力於熱雙金屬元件上,而應該用專用工具調整支架或其他連接件。
熱雙金屬元件需要與多股軟電刷線和支架等零件焊接。爲防止在焊接過程中使熱雙金屬元件出現大面積過熱現象,一般採用儲能式點焊機,
可用較大的電流與較短的時間進行點焊焊接,並要防止出現假焊現象。
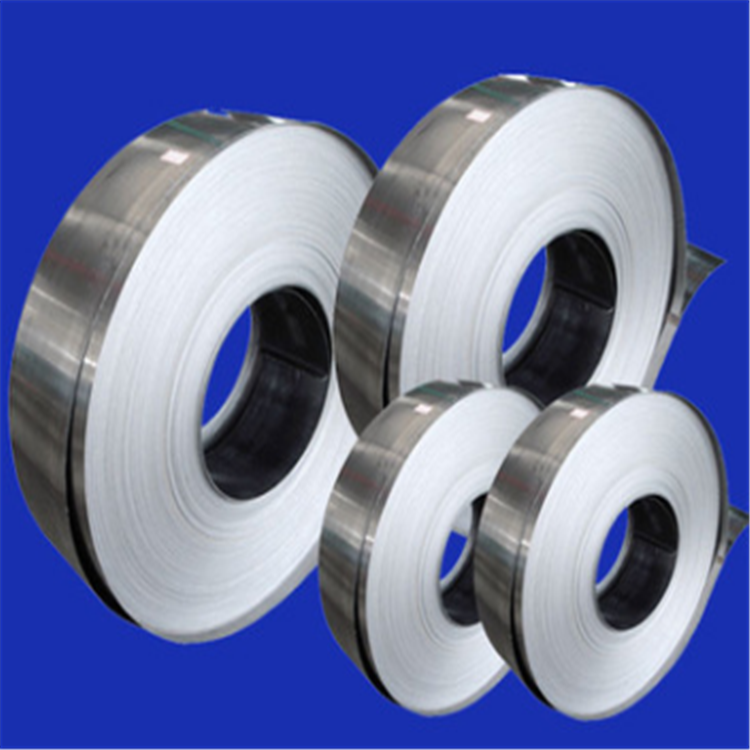
在雙金屬片的應用過程中,會碰到雙金屬片偏轉不到位,達不到廠商宣稱的偏轉參數,經對雙金屬片截面進行剖分,發現雙金屬片的復合不到位,兩層金屬之間的貼合不緊密,多處位置存在縫隙,而工作性能完好的雙金屬片則結合面致密,不存在缺陷。
雙金屬片與其他件焊接時,焊接參數不穩定導致雙金屬片受熱溫度過高,產生不可回復性彎曲,影響工作性能。
焊接時,定位不可靠也會導致許多雙金屬片與其他零件的焊接位置發生傾斜,導致雙金屬片在產品內的定位不準確,易與其他零件發生幹涉。
對此,要嚴格控制焊接參數和定位工裝的認證,並設計組件檢具對焊接結果進行控制